
Slabe navade premagaj danes, pa bo ju3 lepši dan!
Humidity: %Winds:ForecastDay
Winds:Night
Winds:
4 GIBLJIVE FIGURE: RIBIČ, KITARIST in OTROKA NA GUGALNICI
Objavljeno v Domov
Komentarji so izklopljeni za 4 GIBLJIVE FIGURE: RIBIČ, KITARIST in OTROKA NA GUGALNICI
PTIČJA HIŠICA
Ptičja hišica……MAREC 2017
Objavljeno v Domov
Komentarji so izklopljeni za PTIČJA HIŠICA
test biskvit
STOPNJE………časi……………………..temperature
1.STOPNJA…….120 minut do temperature 400°C
2.STOPNJA…….90 minut do temperature 600°C
3.STOPNJA…….60 minut do temperature 850°C
6.STOPNJA…….60 minut do temperature 850°C
4.STOPNJA…….60 minut do temperature 960°C
5.STOPNJA…….20 minut do temperature 960°C
Objavljeno v Domov
Komentarji so izklopljeni za test biskvit
NAPRAVA ZA JEDKANJE TISKANEGA VEZJA – IZDELAVA
(Z JEDKANJEM IZDELAVA PLOŠČICE VEZJA ZA MOBILNEGA ROBOTA)

FAZA NAČRTOVANJA
Ker je potrebno kemikalije za jedkanje segreti na temperaturo 500C, je sestavljena iz notranje in zunanje posode.
Posodi sta iz stekla, da se lahko postopek jedkanja opazuje, ker je kvaliteta postopka odvisna tudi od pravočasne prekinitve le tega in s tem hitrega potapljanja ploščice v vodo.
V nasprotnem primeru bi se začele jedkati tudi vezice in bi s tem poškodovali ploščico.
Da se grelec ne izpostavlja močno agresivni kemikaliji, je kot grelni medij uporabljena ogrevana voda, ki se nahaja v zunanji posodi in ogreva manjšo notranjo posodo, v kateri so kemikalije.
V notranjo posodo vstavimo tudi luknjičasti kamen, ki ga povežemo s cevko in ga pri jedkanju priklopimo na zračno črpalko, katere naloga je narediti veliko zračnih mehurčkov.
Zračni mehurčki so pri procesu jedkanja potrebni zato, da se kemikalije med postopkom kar najbolje mešajo in se s tem zjedkane plasti tudi hitreje odstranijo.
Tako se zagotovijo pogoji, da se ploščica tudi z bolj ožjimi vezicami, ki so potrebne za npr. mikrokrmilnike, da dobro zjedkati.
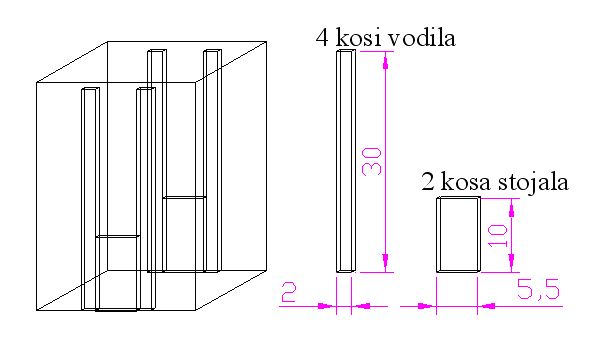
Notranjo posodo je zaradi lažjega čiščenja in zaradi različnih dimenzij ploščic, mogoče odstraniti iz zunanje posode, ki ima za to primerna vodila.
Na ta vodila pa se, po potrebi vstavi tudi posoda drugačnih dimenzij, za jedkanje npr. večjih oz. manjših plošč.
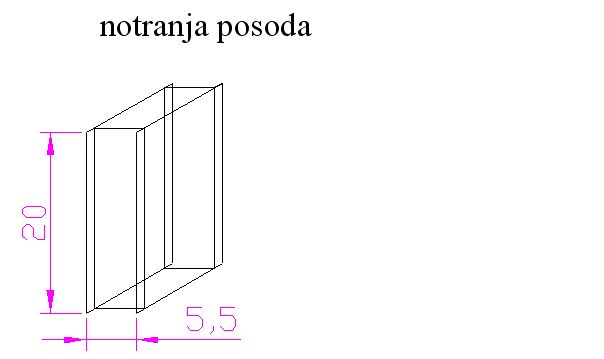
Prednost notranje posode je, da se uporablja dimenzijsko primerna notranja posoda glede na velikost ploščice in se s tem zmanjša nepotrebna poraba odvečnih kemikalij.
Cena stekla proti ceni kemikalij, pa je zanemarljiva in enkratna.
Notranja posoda je tudi nekoliko dvignjena in razen na ozkih štirih mestih, kjer je z vodili v stiku z zunanjo posodo, je povsod obdana z ogreto vodo, katera tako s svojo temperaturo ogreva notranjo posodo, kjer poteka proces jedkanja.
SHEMA OBEH POSOD NAPRAVE ZA JEDKANJE
Poleg obeh posod potrebujemo tudi:
- grelec,
- zračno črpalko,
- luknjičasti kamen,
- zračno cev,
- potopni termometer in
- posebni pokrov notranje posode kjer bo pri mešanju z mehurčki kemikalija iz pokrova iztekala nazaj v notranjo posodo.
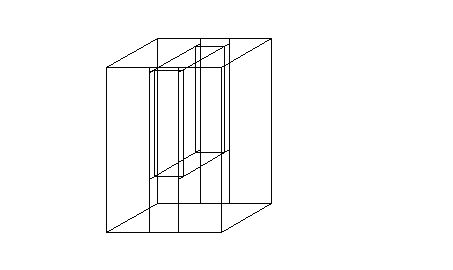
ZUNANJA POSODA ZA JEDKANJE
Za navadne akvarije se uporablja debelina stekla vsaj 6mm, zato je tudi tu uporabljena ta dimenzija.
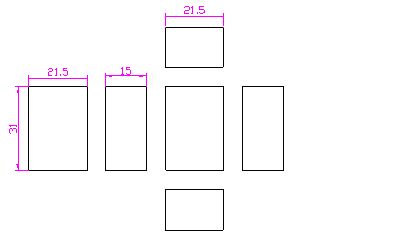
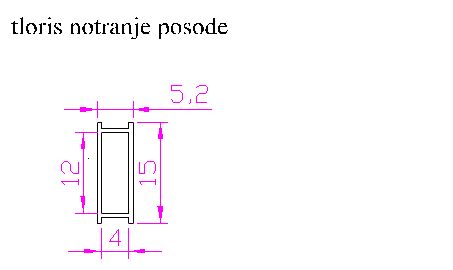
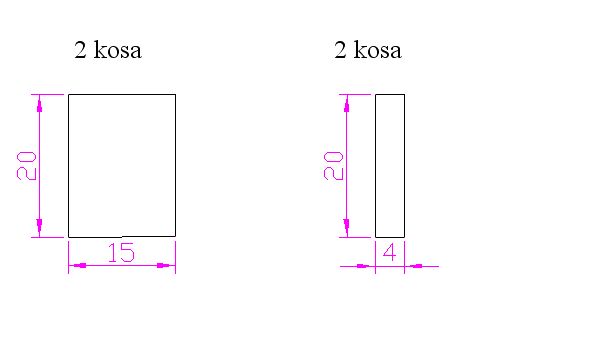
DIMENZIJE STEKLENIH KOSOV ZA IZDELAVO NOTRANJE POSODE
debelina stekla je 0.6 cm
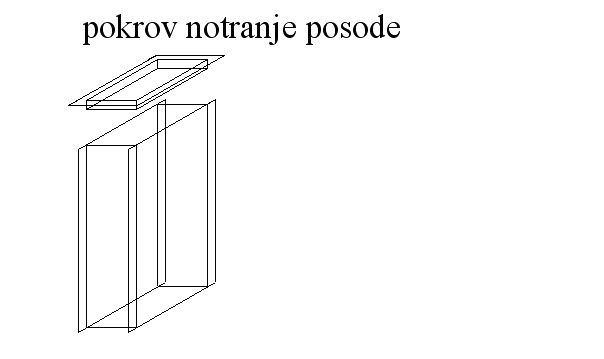
POKROV NOTRANJE POSODE
Ker gre za zelo nevarno kemikalijo, kjer so pri postopku z mehurčki še posebej izpostavljene oči, je obvezen tudi pokrov notranje posode.
Izoblikovan mora biti tako, da kemikalija, ki z mehurčkom pride nanj, se ne sme iztekati iz pokrova v zunanjo posodo z vodo, ampak mora teči v notranjo posodo.
Zato so pravokotni robovi na spodnji strani pokrova, ko je pokrov zaprt na notranji strani notranje posode.
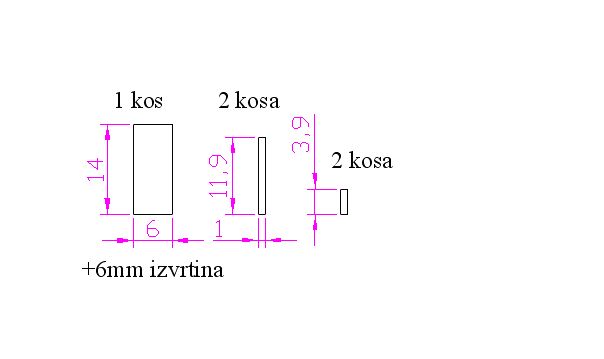
Na samem pokrovu mora biti tudi ena izvrtina d=0.6 cm za cevko od zračne črpalke. Njena lokacija ni pomembna, zato jo steklar na ploščo lahko izvrta poljubno, tam kjer mu ustreza, oz., da je minimalna nevarnost, da mu pri vrtanju poči steklo.
Za sestavljanje steklenih kosov potrebujemo steklarski silikon in brusni papir, da se z njim obrusijo in zgladijo robovi odrezanih kosov stekla.
DIMENZIJE IN DELI ZA IZDELAVO POKROVA NOTRANJE POSODE
FAZA IZDELAVE
- Od steklarja po meri odrezani vsi stekleni kosi

- S silikonskim kitom najprej sestavimo zunanjo posodo

Ko se silikonski kit strdi, se s silikonom doda tudi vodila za notranjo posodo in pa stojalo notranje posode.
Najprej na eni strani in ko se silikon posuši še na drugi strani.
- sestavljanje manjše- notranje posode (desna na fotografiji)

- preizkus naleganja notranje posode in vodil je bil uspešen


- sledi poizkus z vodo, posodi tesnijo, test grelca in zračne črpalke v vodi.

- postopek jedkanja

-
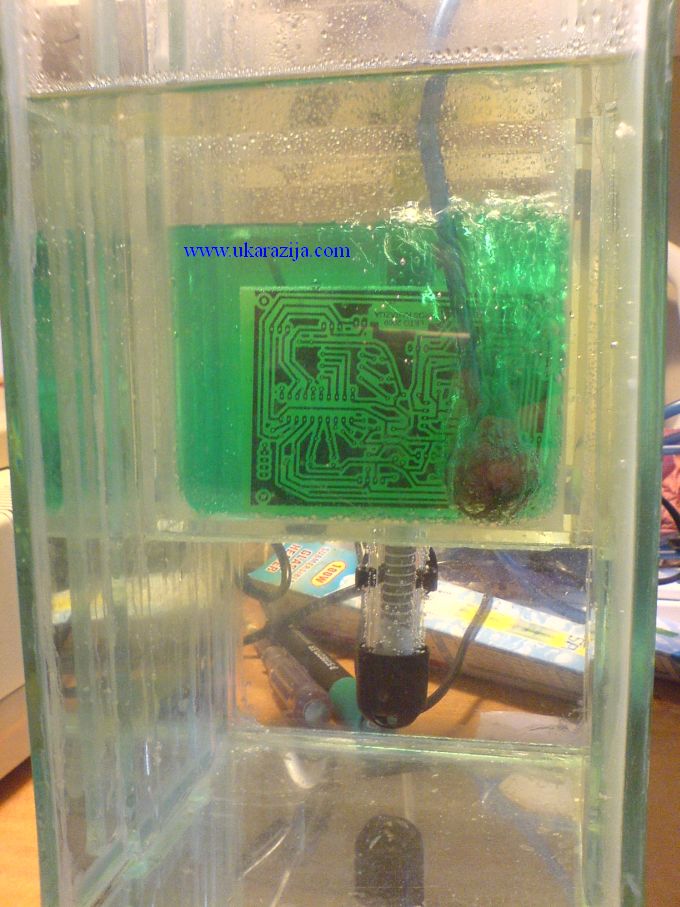
-

- zaključna faza jedkanja
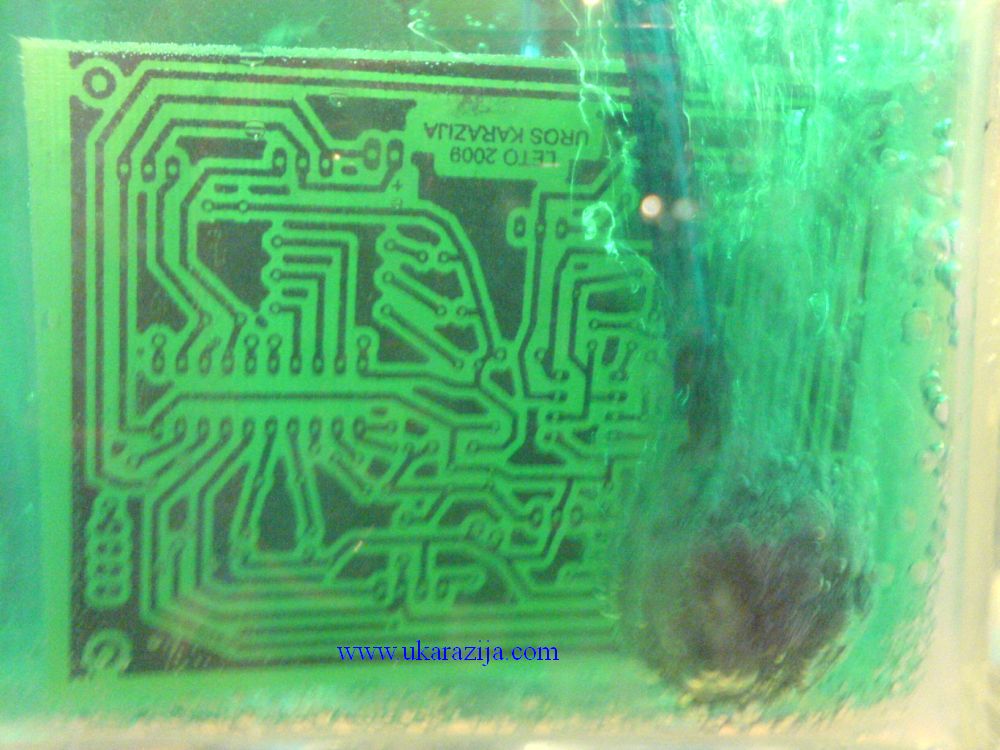
- Ploščico le še splaknemo z vodo in postopek je s tem zaključen.
- KONČNI IZDELEK
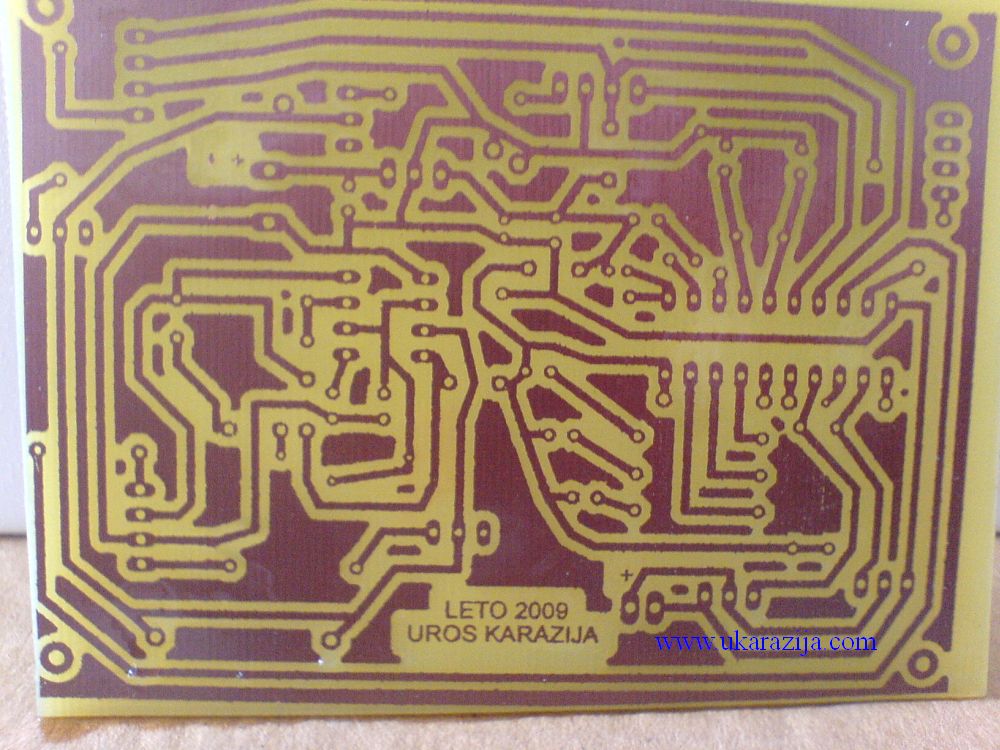
- Uroš Karažija
Objavljeno v Sistemi
Komentarji so izklopljeni za NAPRAVA ZA JEDKANJE TISKANEGA VEZJA – IZDELAVA
IZDELAVA TISKANEGA VEZJA
RISANJE TISKANEGA VEZJA
Pri sistemih z gibljivimi figurami je za gibanje le teh potrebno krmiljenje. Za krmiljenje potrebujemo krmilnike, katerih vezalno shemo prenesemo na tiskano vezje.
V EAGLU NARISANO VEZJE MOBILNEGA ROBOTA
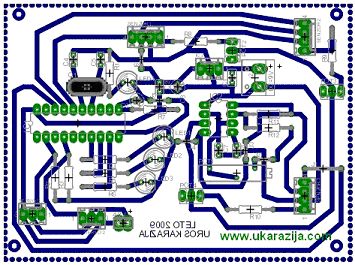
Vezalno shemo je potrebno najprej narisati in elemente razvrstiti na ploščico .
Tiskano vezje lahko izrišemo s pomočjo zastonjskega programa Eagle, ki pa ima kot free verzija omejitev glede velikosti ploščice!
Največja še dovoljena velikost je 10cm × 8cm, za večje dimenzije, pa je potrebno imeti plačljivo verzijo.
Če velikost ne zadostuje, pa si lahko pomagamo tako, da vezje sestavimo iz večjega števila ploščic.
- Najprej je potrebno postaviti na ploščo vse elemente, ki so v vezju prisotni.
Dela se vse po predhodno opisanih električnih shemah, ki jih moramo prej skicirati..
Tisti elementi, ki so na slikah vezja bolj skupaj, se jih običajno tudi na ploščico da bolj blizu, da so s tem vezice čim krajše.
Ko imamo postavljene elemente, jih povežemo med seboj. Med tem pa lahko ves čas spreminjamo lokacijo, usmerjenost in obliko posameznim elementom.
- ELEMENTI, KI SO NA MOJEM VEZJU MOBILNEGA ROBOTA
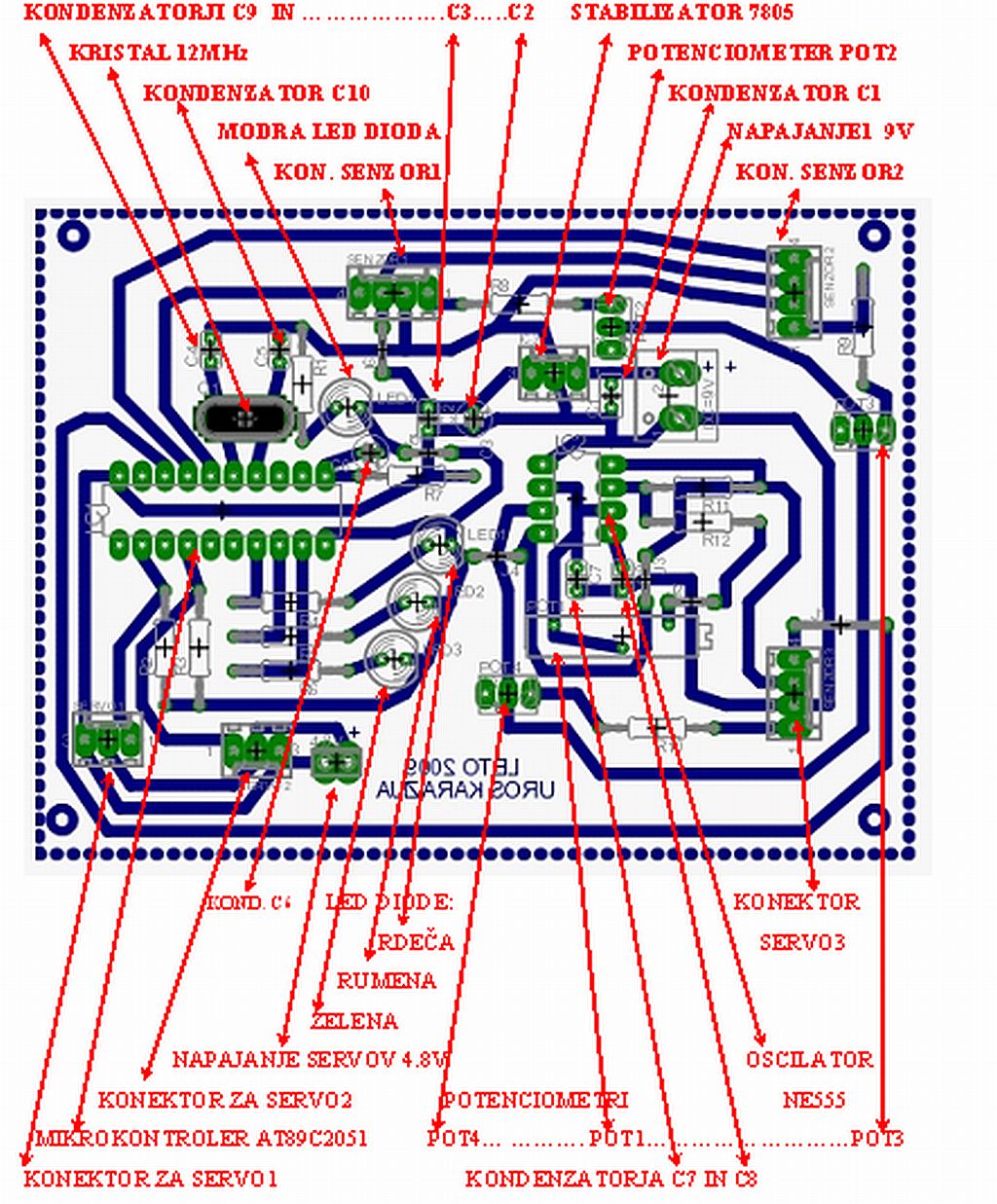
- ZA TISKANO VEZJE JE POTREBNO IMETI LE SLIKO VEZJA BREZ ELEMENTOV, KI GA SESTAVLJAJO
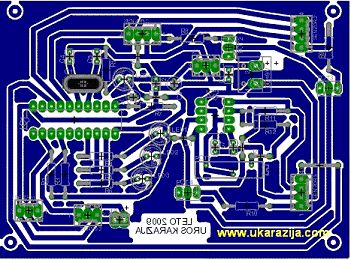
- Zaradi lažjega izdelovanja tiskanih vezij in zaradi lepšega izgleda, zapolnimo vmesni prostor med vezicami z maso.
V Eaglu uporabimo orodje Polygon.
Narišemo področje zapolnjevanja.
Uporabimo orodje Ratsnest in vmesni prostor na vezju se zapolni.
Nastaviti, pa se da tudi velikost zapolnitve, tako, da se izbere velikost izolacije med vezicami.
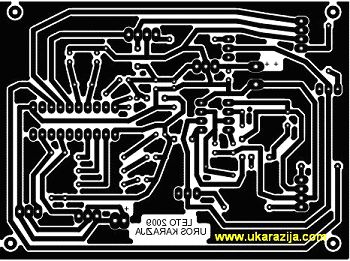
Za izdelovanje filma je zelo pomembno, da je na vezicah in na mestih pad-ov (otočki, na katere pritrjujemo elemente na tiskanem vezju), da je tam film kar se da za svetlobo neprepusten. V nasprotnem primeru, bi pri obsevanju ploščice svetloba prehajala skozi vezice in pade, kar bi posledično povzročilo, da pri izdelavi TIV-a (tiskanega vezja), bi imeli le te poškodovane..
Zato, ko tiskamo folijo za film, je potrebno:
–pretvoriti v programu narisano vezje v črno barvo
–pri tiskanju na prozorno folijo, je dobro natisniti dva vezja, ter obe foliji natančno med seboj združiti (eno na drugo) in prilepiti, da s tem zagotovimo še boljšo svetlobno neprepustnost na mestih, kjer je izrisano vezje.
- –Pri tiskanjuje potrebno paziti kako imamo vezje obrnjeno, ker natisnjena stran se bo kasneje dotikala ploščice, torej na filmu moramo videti, kakor bi ga gledali v ogledalo, odtis vezja oz. napisa.
- FILM MORA BITI V ČRNI BARVI IN NATISNJENA STRAN SE MORA KASNEJE DOTIKATI PLOŠČICE
- Pri izdelavi filma je v programu Eagle potrebno izklopiti vse odvečne barve, ki so dodane za risanje pozicije oz. vrsto elementov. V mojem primeru sem izklopil vse odtenke sive od številke 48…do 52 in pa barve od 20…do 28. Pred tiskanjem morajo biti na ploščici prisotni le pad-i in vezice. Vse dodatne črte oz. nepredvideni napisi preko njih, bi povzročili napako na vezju. V nadaljevanju je potrebno sliko prenesti na ploščico.
- Prenašanje slike vezja na ploščico lahko izvedemo na dva načina:
-s pomočjo predelanega plastifikatorja
-s foto postopkom…izdelava osvetljevalne naprave za fotopostopek
Izdelava je zadnja faza in eden od postopkov je jedkanje… izdelava naprave za jedkanje
Uroš Karažija
Objavljeno v Sistemi
Označeno izdelava tiskanega vezja, sistemi, uroš karažija
Komentarji so izklopljeni za IZDELAVA TISKANEGA VEZJA
OSVETLJEVALNA NAPRAVA ZA FOTOPOSTOPEK – IZDELAVA
Najprej je potrebno poiskati ohišje, v katerega se bodo vstavile UV žarnice. Najbolj praktičen je za to odsluženi tiskalnik ali skener. V mojem primeru je uporabljen odsluženi skener.

Ker potrebujemo prazno ohišje s steklom, je potrebno iz naprave odstraniti vse dele.

V prazno ohišje se vgradijo UV luči, za katere je potrebno dobiti ali nabaviti držalo.
V mojem primeru so bile nabavljene 4 luči za počitniške prikolice, ki že vsebujejo pripadajočo elektroniko za 12V neonke.

Luči pritrdimo v ohišje. Uporabimo lahko kar dva kosa iz lesa, katerih debelina je ustrezna pogoju, da bodo luči kar se da blizu stekla, na katerem bo kasneje film in ploščica.
Vsaka od štirih luči je praktično, da ima poleg skupnega še svoje stikalo, da jih lahko po potrebi glede na velikost osvetljevalne površine vklopim več oz. manj.
V tej fazi je potrebno napravo preizkusiti z navadnimi neonkami, ker UV svetlobe ne smemo gledati, še najbolj varno je, da vklopimo in izklopimo podaljšek za elektriko kar izza kakšne omare, da se ne nahajamo v bližini, in da po pomoti oči ne izpostavimo tej UV svetlobi.
V mojem primeru je bilo potrebno narediti tudi enostavno vezje, ker so bile to luči predhodno namenjene počitniškim prikolicam in so imele svoje vezje prilagojeno, da jih napaja avtomobilski akumulator.
Potrebno je imeti zelo močan napajalnik, ker pa so tako močni le z izhodom 12V izmenične napetosti, je bil za pretvarjanje iz izmenične v enosmerno napetost dodan silicijev usmernik B80C7000-4000.
Luči pri prvem testu tudi niso imele optimalne svetilnosti in pri preverjanju napetosti se je ugotovilo, da dobijo le 10V, zato je vzporedno vezan še en kondenzator C = 1000 µF , ki je izhodno napetost dvignil iz 10V na (10V×√2)= 14V, kar je zadostovalo.

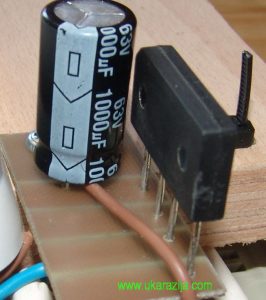
DOMA IZDELANA OSVETLJEVALNA NAPRAVA SE RAZEN PRECEJ NIŽJE CENE NE RAZLIKUJE OD DRAGIH KUPLJENIH OSVETLJEVALNIH NAPRAV



Uroš Karažija
Objavljeno v Domov
Komentarji so izklopljeni za OSVETLJEVALNA NAPRAVA ZA FOTOPOSTOPEK – IZDELAVA
PREDELAVA SERVOMOTORJEV
Odstranitev blokade gibanja servomotorja izvedemo po naslednjem postopku.

slika1 Servomotorja ZEBRA ZS-S2113
Eden izmed zobnikov je združen s potenciometrom in ker ima potenciometer omejeno gibanje, ima zato zobnik izrastek, ki ne dovoli večjega zasuka nad 180° .
Pri predelavi je potrebno odstraniti zobniku blokado in ga ločiti stran od potenciometra.
Sredino zobnika prevrtamo, da imamo, ko zopet sestavimo servomotor, dostop do potenciometra, s katerim nastavimo mirovno lego.
Za vozilo potrebujemo dva servomotorja , ki ju je potrebno predelati.

slika2 Notranjost servomotorja
Najprej odvijemo vijake na spodnji stranici ohišja in odpremo zgornji pokrov servomotorja.

slika3 Predelava servomotorja
Pod pokrovom servomotorja najdemo nekaj zobnikov, kateri omogočajo večji navor pogonske gredi.

slika4 Predelava servomotorja
Ker naj bi se gred servomotorja vrtela le za 180°, je na zadnjem zobniku jeziček, ki fizično omejuje vrtenje gredi. Ta jeziček preprečuje, da bi se gred motorja zavrtela za več kot 180° in s tem poškodovala potenciometer, ki je pod tem zobnikom.
Pri rezanju jezička je potrebno imeti ostro rezilo. Pomagamo si tako, da zobnik primemo s kleščami in z rezilom odstranimo jeziček

Del palice regulacije potenciometra, ki je bila povezana z zobnikom, je potrebno skrajšati, da tako zobnik ločimo od potenciometra.Dobro je sneti zobnik iz palice potenciometra, katero se enostavno odreže za vso dolžino, ki sega iz ohišja.
slika5 Predelava servomotorja

Iz notranjosti servomotorja z manjšim ploščatim izvijačem odstranimo ploščico vezja servomotorja. Ko je ploščica odmaknjena se v notranjosti vidi potenciometer, ki je z vijakom pritrjen na notranjo stran ohišja.

slika7 Predelava servomotorja
V naslednjem koraku je potrebno potenciometer odstraniti iz ohišja, da se lahko naredi na preostanku palice zareza za poznejšo regulacijo z izvijačem.
Potenciometer je v ohišju pritrjen z majhnim vijakom, katerega je potrebno odstraniti. Za tem se iz zunanje strani potisne skrajšana palica potenciometra, lahko kar z manjšim izvijačem tako, da potenciometer pade iz ohišja.

slika8 Predelava servomotorja
Zareza se najlažje naredi z žago za železo, pomagamo pa si s kleščami.

slika9 Predelava servomotorja
Zobnik ki je bil preko nalega združen s potenciometrom, se nahaja nad potenciometrom in ko je servomotor sestavljen onemogoča dostop do potenciometra.

slika10 Predelava servomotorja
Za kasnejše nastavljanje mirovne pozicije servomotorja, je potrebno prevrtati zobnik, da se lahko potenciometer vstavil nazaj v svoje ležišče. Z luknjico skozi center zobnika nam je omogočen dostop do potenciometra tudi takrat, ko bo servomotor zopet sestavljen.
Pri nastavljanju mirovne lege bomo morali le odviti vijak zunanjega koluta in v luknji, kjer bomo začasno odstranili vijak, bomo lahko z majhnim izvijačem nastavljali mirovno pozicijo servomotorja.

slika11 Predelava servomotorja
Prevrtan zobnik tudi če izvrtina ni bila narejena popolnoma v centru, zaradi tega ne bo izgubil centričnosti, ker ima že v zasnovi v centru večji krožni naleg, ki sega približno do njegove sredine in ta odprtina nalega z gredjo servomotorja, ki tako služi za stabilnost in centričnost tega zobnika.

slika12 Predelava servomotorja
Servomotor je potrebno nazaj sestaviti.Sestavljanje poteka v obratnem vrstnem redu, kot je bilo razstavljanje:
-namestitev potenciometra nazaj v njegovo ležišče, kjer se ga nazaj pritrdi z vijakom
-namestitev vezja servomotorja v ohišje
-postavitev zobnikov nazaj na isto mesto kjer so bili pred odstranitvijo
-zapreti in z vijaki pritrditi sprednji in zadnji pokrov
-z vijakom pritrditi zunanji kolut.
Na koncu pa je potrebno tudi testirati mirovno lego servomotorja.
Ko imamo impulze mirovne lege to je 1.5ms, mora tudi dejansko motor mirovati.
V nasprotnem primeru odstranimo s križnim izvijačem vijak, ki je v centru zunanjega koluta in s ploščatim izvijačem skozi luknjico v notranjem zobniku pridemo do predhodno z žago narejene zareze na palici potenciometra, ki jo nastavimo v dejansko mirovno lego.

slika13 Predelava servomotorja
Običajno mirovno lego dosežemo takrat, ko je potenciometer nastavljen v srednjo pozicijo.
Predelava sevomotorja je s tem zaključena.
Pri pogonu vozila, ko želimo, da ga poganjata servomotorja je tako potrebno predelati dva motorja, da s kolesi nimata omejenega gibanja, ampak se lahko vrtita neomejeno.
Uroš Karažija
Objavljeno v Domov
Komentarji so izklopljeni za PREDELAVA SERVOMOTORJEV
Izdelava figure
 Moja praksa izdelave figure je, da figuro vedno začnem izdelovati pri glavi, kar pomeni, da najprej začnem izdelovati obraz, katerega uspešnost izdelave je ključnega pomena za nadaljne delo. Od uspešnosti izdelave tega segmenta je odvisna nadaljna faza izdelave ali uničenje in ponovni začetek.
Moja praksa izdelave figure je, da figuro vedno začnem izdelovati pri glavi, kar pomeni, da najprej začnem izdelovati obraz, katerega uspešnost izdelave je ključnega pomena za nadaljne delo. Od uspešnosti izdelave tega segmenta je odvisna nadaljna faza izdelave ali uničenje in ponovni začetek.
V primeru, da je ta prva faza uspešna, pa so zagotovljene tudi vse preostale faze, ker so bistveno manj zahtevne in pri tem tudi lažje izvedljive.
Objavljeno v Domov, Izdelava
Označeno izdelava figure pri glavi
Komentarji so izklopljeni za Izdelava figure
Vse o kiparstvu
Spl etna stran, kjer bo predstavljeno izdelovanje kipov v vseh podrobnostih – od začetka pa vse do končnega izdelka. Na fotografiji pa je zbirka angelov, ki v krogu predstavljajo obliko sonca.
etna stran, kjer bo predstavljeno izdelovanje kipov v vseh podrobnostih – od začetka pa vse do končnega izdelka. Na fotografiji pa je zbirka angelov, ki v krogu predstavljajo obliko sonca.
Vsem obiskovalcem želim prijetno obiskovanje teh strani in dobrodošli še v naprej. Lep pozdrav!
Uroš Karažija
Objavljeno v Domov
Komentarji so izklopljeni za Vse o kiparstvu
Program glazure na biskvit
STOPNJE………časi……………………..temperature
1.STOPNJA…….120 minut do temperature 400°C
2.STOPNJA…….90 minut do temperature 600°C
3.STOPNJA…….60 minut do temperature 850°C
4.STOPNJA…….60 minut do temperature 960°C
5.STOPNJA…….20 minut do temperature 960°C
Objavljeno v Obdelava
Komentarji so izklopljeni za Program glazure na biskvit
